




Two blades are better than one
Unlike other products in the market, the patented EcoBlade design uses two blades, giving complete control of the mixing layers on both sides of the air curtain, a key determinant of shelf edge technology effectiveness.
The position and orientation of these blades can be optimized using Wirth’s patented development process to give class leading performance in a wide range of refrigerated cabinets.
All else being equal, our two bladed shelf-edge technology will always outperform a single blade equivalent.
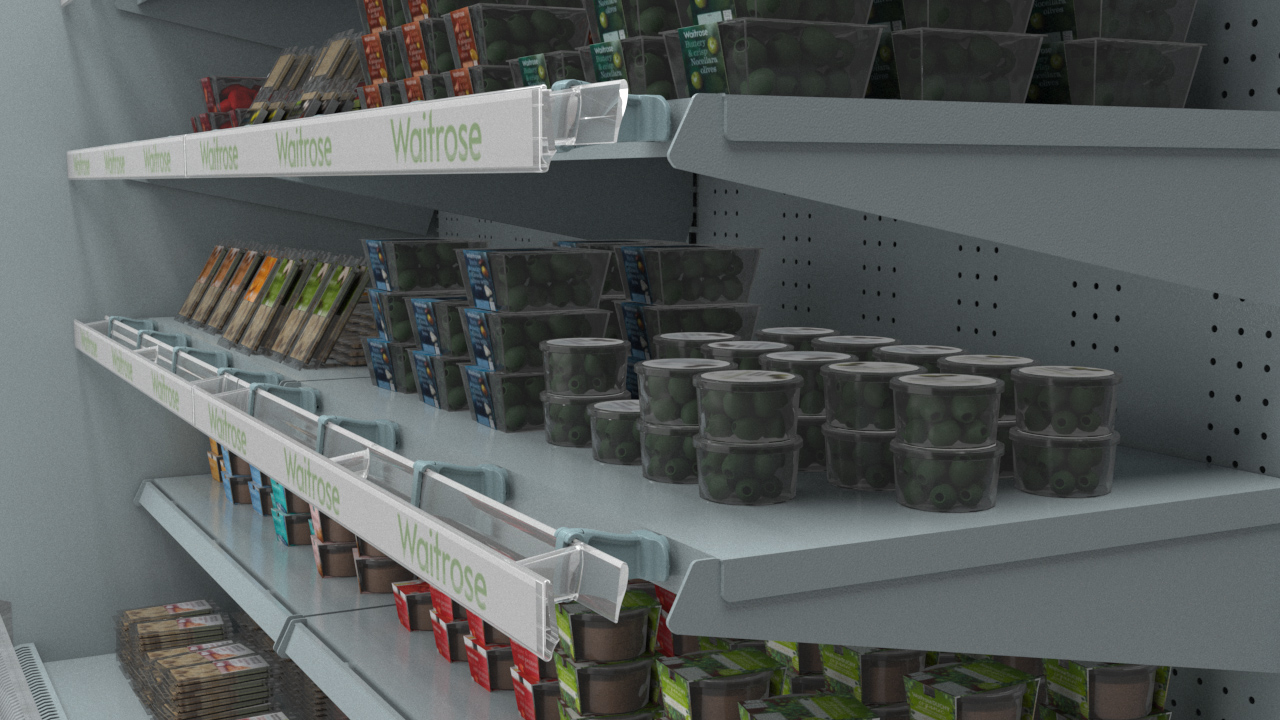
EcoBlade™
The EcoBlade™ is a shelf edge technology that delivers a truly significant reduction in supermarket energy consumption and improvement in staff and customer comfort.
Benefits
The benefits of using the EcoBlade™ include:
- Up to 25% reduction in refrigeration energy use
- Lower front-facing produce temperature leading to significant reductions in food spoilage/waste
- Lower cold air spill improves customer comfort
- Payback in under 2 years including installation costs
- Qualification for the UK government’s Enhanced Capital Allowance (ECA)
- Simplicity and speed of installation without the need for de-merchandising
- Avoids introduction of physical barriers between customer and product
- Minimal ongoing maintenance costs
EcoBlade™+
For customers who choose to roll out the shelf edge technology retrofit across their estate, we offer the EcoBlade™+ product for their OEMs to factory fit.
Benefits
The benefits of an OEM-installed EcoBlade™+ include:
- Identical customer look and feel to WR EcoBlade™ retrofit
- OEM factory-fitted bespoke EcoBlade™+ mounting arm delivers improved energy efficiency over EcoBlade™ retrofit
Next Generation Refrigeration (NGR)
Building on the success of the EcoBlade™, we have now developed an entirely new suite of technologies and cabinet optimisation tools and techniques which have delivered laboratory-proven energy savings of over 40% when applied to the latest conventional open refrigerated display cabinets (ORDCs), building on from our shelf edge technology products.
The Wirth Research NGR technology represents a major breakthough in the performance of ORDCs, and delivers the following significant benefits:-
- Virtually eliminates cold air spill from cases, transforming the customer shopping experience
- Delivers measurably better product temperature uniformity, particularly for produce at the front of shelves. This means less waste due to product spoilage, and reassures shoppers that the products they buy have been maintained at the correct temperature
- Allows significantly smaller refrigeration plant to be specified for a new shop build, or significantly reduces the load on existing plant, and therefore improves plant reliability, particularly during hot weather
- Allows significant reductions in store heating due to the virtual elimination of cold air spill.
NGR technology can be applied to any ORDC and is available from a number of Wirth Research’s OEM partners. Please contact us for more details.